






| Travelteck | 03-29-2010 | comment profile send pm notify |
|
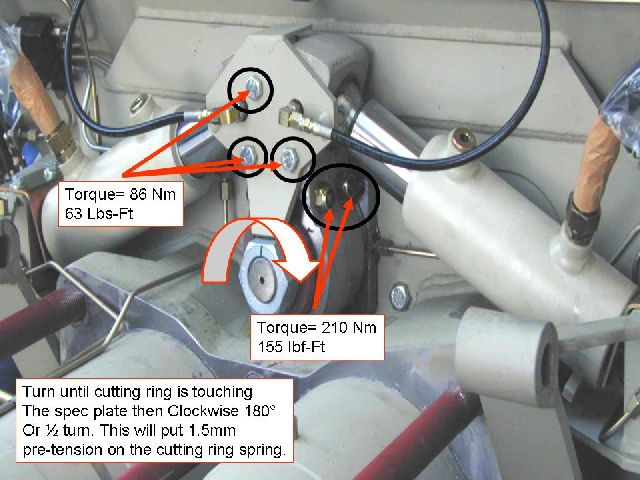
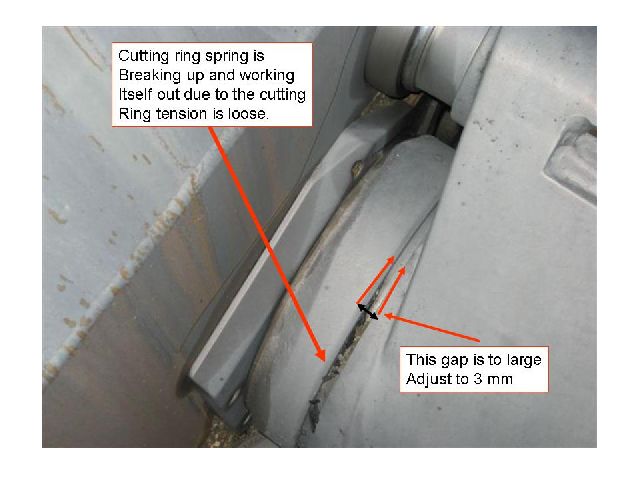
Mr stink 21 asked a question about cutting ring setting I am assuming it is on a Putz. . There has been a lot of misconception through the years about tightening the cutting ring on a putz. To much and the tube will bind when pumping concrete, to loose and grout will get behind and “jack” the cutting ring against the spectacle plate and bind again or leak grout causing pumping issues due to loss of grout. In the past we recommended the s-tube be tightened to a gap of 3mm (this is the gap between the cutting ring and the s-tube see picture) using the 65 mm tension nut on the back of the hopper. To obtain a more consistent and uniform tension on the cutting ring, the standard tensioning procedure has been modified to the following. This is assuming that all is clean flat and in good condition including the cutting ring spring. Step 1 tighten the hex nut up until the cutting ring is touching the spectacle plate but not compressing the spring, do not apply pressure to the cutting ring spring- Just tighten till the cutting ring is touching the spectacle plate solidly. This is your starting point. Step 2 turn the Hex nut 180° or ½ turn clockwise, the cut on the threads will apply 1.5mm of pre tension on the cutting ring spring, you might need to turn the nut a little to line up the lock plate. Step 3 Install and torque the pinch bolts. Torque for the pinch bolts is 210 Nm or 155 Ft Lbs. It is vital to torque these pinch bolts, failure to do so will result in premature wear of the s-tube splines. Step 4 reinstall the lock plate and torque the bolts to 86 Nm or 63 Ft Lbs. Test shift the unit to ensure the S-tube is shifting smooth and even side to side. When done install the safety cover over the moving parts.
|
||
| Travelteck | 03-29-2010 | reply profile send pm notify |
|
|
||
| biged | 03-29-2010 | reply profile send pm notify |
|
While you are on this subject, my next thought is I want to convert my old hopper into a easy clean hopper mineis a putz also. |
||
| Travelteck | 03-29-2010 | reply profile send pm notify |
|
I will have to check with the parts dept, but I think there is a kit for that.
Call 800 890 0269 |
||
| rick5z | 03-30-2010 | reply profile send pm notify |
|
ask for a quick clean kit, they come with a bunch diffirent plates that need to welded in place |
||
| Travelteck | 03-30-2010 | reply profile send pm notify |
|
This is what I got from the parts dept.
HARSH MIX KIT W/PADDLES 905/907 Approx. 1864.65 List
Give them a call if interested.
800 890 0269 |
||
| pumper chuck | 03-30-2010 | reply profile send pm notify |
|
how bout a auto dump hopper with auto wash down? to me the worse part of the job is washout. so make my life better im not asking to much here am i ? so put the hopper on hinges with hyd cylinders and locks that allow hopper to dump[tilt] and super high pressure spray nozzels that will cut through the days hardened mudd. and put push button switch in cab for my convenance. not to much to ask for right? my pump is on the yard in gville sc send email when your done. THANK YOU |
||
| biged | 03-31-2010 | reply profile send pm notify |
|
You know Rinert makes a swing open hopper. |
||
| pumper chuck | 03-31-2010 | reply profile send pm notify |
|
yes. we have one |
||
| greenguy | 03-31-2010 | reply profile send pm notify |
|
While we're on the cutting ring topic, what's the correct accumulator cutout pressure for shifitng the s-tube? I've got some pumps that come factory set to 170 bar or so, but whenever a putz tech gets ahold of one, it magically ends up somewhere above 200bar. The 200+ bar machines shift fine at the 3mm cutting ring setting, but the 170 bar machines will not shift completely with a tight mix imediately after an adjustment to 3mm. I'll be trying the new procedure and see what happens. |
||
| Travelteck | 04-01-2010 | reply profile send pm notify |
|
Green guy, for a while the factory setting was 175/125 Hyd/Nitrogen precharge.
It was found in the US that the old standard of 190/90 works better for most applications.
The lower pressure will help the wear parts last longer but you can have issues with tougher mixes. Keeping the pinch bolts correctly torqued is a must and wear parts in good shape. Also the grease system must be working efficiently so as not to cause any extra drag on the shift. 200+ is a little high and will cause early wear on most boom pumps.
High rise pumps are a different story.
|
||











.jpg "Schwing Concrete Pump")
.gif "Sany Concrete Pumps")

.jpg "Hyundai Everdigm")







.jpg "SchwingParts.com")




